
iCNC-Software
CNC-Steuerung für Fräsmaschinen, Drehmaschinen, 3D-Drucker, Laser- und Plasma-Schneidemaschinen, Wasserstrahl-Schneidemaschinen, 3D-Scanner
iCNC - Software mit Funktions-Modulen ( im Lieferumfang der CNC Steuerung
enthalten )
Die iCNC Software ist leicht zu bedienen, hat aber gleichwohl eine leistungsfähige Benutzeroberfläche, die alle Maschinenfunktionen zur Verfügung
stellt.
Die Software wurde sorgfältig entwickelt um nahtlos mit 32 und 64 bit Versionen von Windows 7, 8, 10 und Windows 11 zu arbeiten, ohne sensible Operating System Parameter zu verändern
zu müssen.
Der Bearbeitungsweg des Werkzeugs wird dynamisch angezeigt, während die Bewegungskommandos in Echtzeit über eine schnelle Ethernet-Schnittstelle zum Motion Control Prozessor gesendet werden.
Der Motion Control Prozessor steuert die Mikrostep-Achs-Treiber und erzeugt eine sanfte ruckfreie Bewegung und sorgt für einen ruhigen Lauf der Achsen.
Die Software ist leicht konfigurierbar für alle Maschinentypen und enthält auch eine Auswahl der Bedienersprache.
Eigenschaften iCNC-Software
- Optimierte Interpolation für 3D-Achsensteuerung – fortschrittlicher LAF-Algorithmus arbeitet bis zu 2 mal schneller für alle Wegsegmente, Linien und Kreisbahnen durch vorausschauende Fahrwegbetrachtung und angepasste Fahrgeschwindigkeit
- Einfache, intuitive Bedienung, Benutzeroberfläche für und von CNC-Anwendern entwickelt
- Array-Mode für mehrfach Nutzen Bearbeitung (Nesting)
- Optimierte Werkzeugspitzen-Vorschub-Berechnung für 4-Achsen-Betrieb – kein Abbrechen des Werkzeugs wegen falschem Werkzeugspitzenvorschub
- Vorschub-Erhöhung während des Programmlaufs von 0-300%
- Einfacher Restart an beliebiger Stelle Weg im G-Code Programm durch Suchfunktion
- Slave-Achsen-Betrieb für Systeme mit Dual-Motor ( Tandem )-Betrieb auf X-, Y- oder Z-Achse
- Spezielle Homing-Sequenz für Tandem-Betrieb – setzt Tandem-Achsen gerade
- Backlash-Kompensation – Reduzierung des Umkehrspiels bei Richtungswechsel
- Pitch-Kompensation - Korrektur des Spindelsteigungsfehlers
- Orthogonalität-Kompensation für X-Y-Achse - Korrektur des Winkelfehlers
- Spindel proportionale Hochlaufzeit kann eingestellt werden
- Spindeldrehzahl-Änderung während des Programmlaufs von 0-100%
- Korrekturtabelle zur Anpassung der Spindeldrehzahl
- Kollisionserkennung wenn G-Code geladen wird – verhindert Maschinenschaden
- Laufzeitberechnung beim Laden des G-Codes
- Gewinde-Schneidefunktion für Drehmaschinenbetrieb
- OpenGL-Graphic erlaubt PAN/ZOOM/ROTATE in Echtzeit
- G-Code ist EMC kompatibel mit RS274NGC und DIN 66025
- ISEL.ncp code Konvertierung - direkte Lauffähigkeit von ISEL.ncp -CNC-Jobs
- kompatibel zu Postprozessor von AutoCad Inventor und Fusion360
- Macros für Werkzeuglängensensor, Werkzeugwechsler, 3D-Taster, ...
- Automatischer Werkzeugwechsel kann vollständig in G-Code programmiert werden
- Werkstück-Nullpunkt Einstellung mit USB-Kamera
- Bis zu 9 unterschiedliche Werkstück-Nullpunkte können eingerichtet werden
- G-Code Erweiterungen mit IF…THEN, WHILE…ENDWHILE, SUB ENDSUB GOSUB
- Super Long Filemode erlaubt endlose Programme, getestet mit 100.000.000 Zeilen G-Code
- PAUSE, JOG, RESTART inmitten eines G-Code-Laufs
- Handradbetrieb (MPG) für Position und Vorschubgeschwindigkeit
- Sicherheitsüberwachung für Türkontakte der Maschinenumhausung
- Simple 2D CAM für Bohren, Gravieren, Profil- und Taschenfräsen
- Pumpen-Intervall-Steuerung für Zentral-Schmierung der Maschine
- SDK (Software Development Kit mit API ) zum Erstellen von kundenspezifischen Benutzeroberflächen
CAM-Modul
Ein weiteres Highlight ist das integrierte CAM-Modul zum Erstellen von CAM-Dateien aus CAD-Dateien im dxf-Format.
Mit Hilfe des CAM-Moduls lassen sich schnell CAM-Jobs wie Bohren, Profil-Fräsen, Taschen-Fräsen und Gravur erstellen.
Werkzeugwechsel -Funktion mit Werkzeuglängenmessung
Die iCNC-Software bietet standardmäßig Funktionen für den Manuellen Werkzeugwechsel (MTC) wie auch den Automatischen
Werkzeugwechsel (ATC). Für den Manuellen Werkzeugwechsel ist ein Werkzeuglängensensor erforderlich, für den automatischen Werzeugwechsel ist eine ATC-Werkzeugspindel und ein
Werkzeugwechsel-Magazin erforderlich.
X-Y-Orthogonalität Kompensation
Zur Korrektur der mechanischen X-Y-Geometrie ist die X-Y-Orthogonalität Kompensation als Standardfunktion
implementiert. Damit können Abweichungen der X-Y-Rechtwinkligkeit korrigiert werden.
Pitch- Kompensation
Zur Korrektur der mechanischen Längenfehler der Spindel Pitch-Kompensation als Standardfunktion implementiert. Damit können
Abweichungen der Spindelsteigung korrigiert werden.
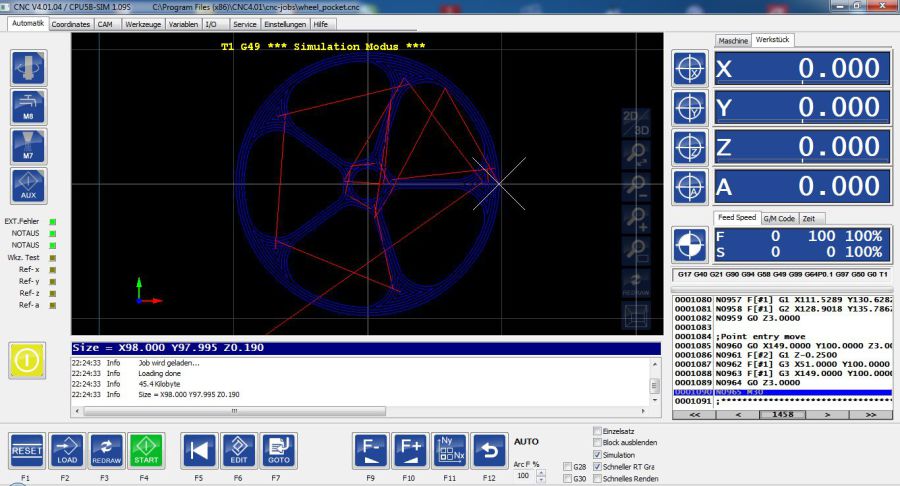
Simulations-Modus
Die iCNC-Software kann auch ohne Controller verwendet werden. Wenn kein Controller erkannt wird, startet die Software im Simulations-Modus. Im Simulationsbetrieb stehen alle Funktionen zur Verfügung
so dass der Anwender sich mit der Benutzeroberfläche vertraut machen kann.
Der Benutzer kann z.B. dxf-Dateien laden und mit dem CAM-Modul eine G-Code-Datei erzeugen, um dann im Auto-Modus den Bearbeitungsvorgang in der Grafikdarstellung zu beobachten.
Bereits fertige G-Code-Dateien können ebenfalls geladen werden und der Berabeitungsablauf in der Grafik-Visualisierung verfolgt werden.
 Hauptmenü Maschine
Hauptmenü Maschine
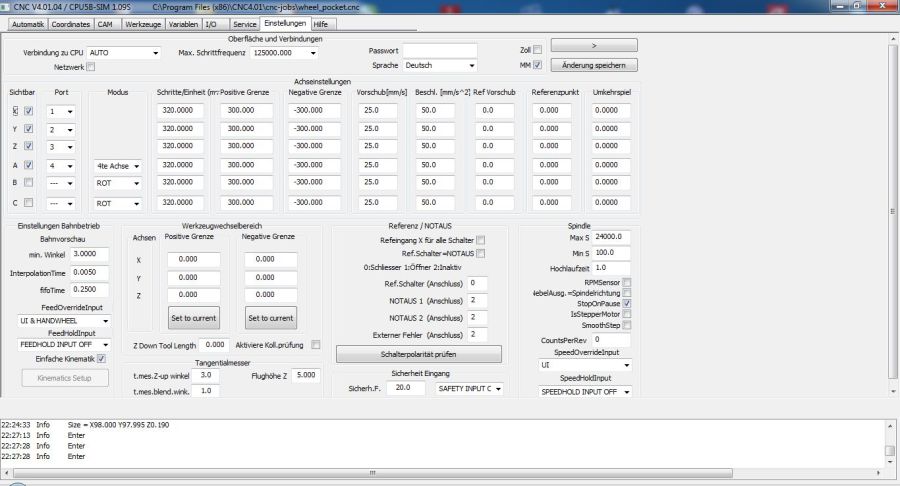 Konfigurationsmenü Maschinenparameter
Konfigurationsmenü Maschinenparameter
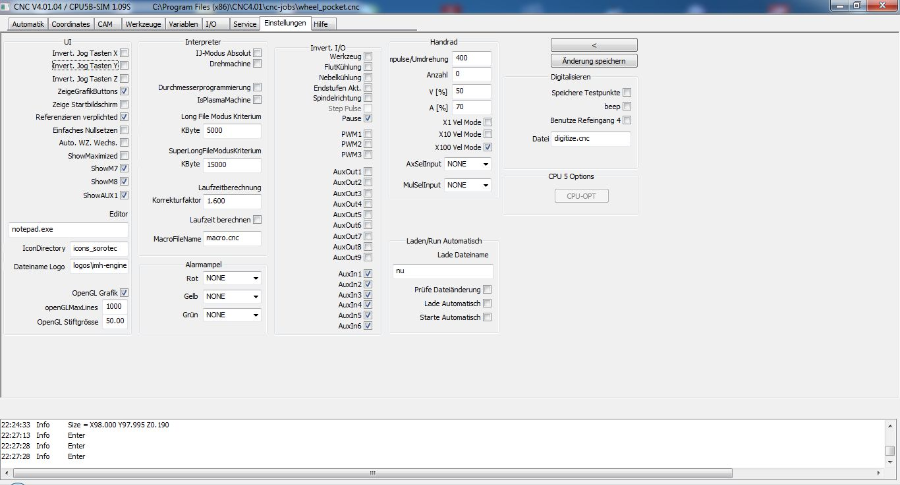 Konfigurationsmenü I/O-Parameter
Konfigurationsmenü I/O-Parameter
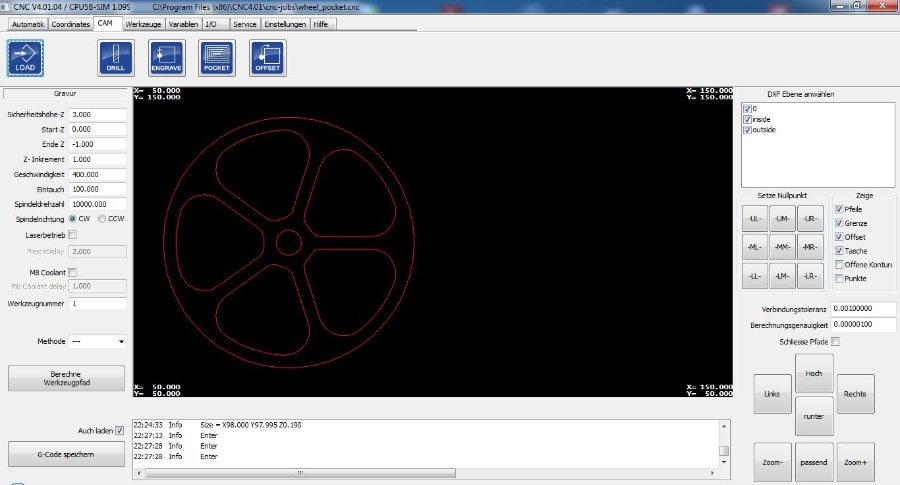 CAM - Modul
CAM - Modul
-
|
G-Code Funktionen der iCNC-Software:
|
|
Spracherweiterungen
if - else - endif
while -endwhile
sub - endsub
gosub
unary Operations : abs, sine, cosine, sqrt, round, ...........
binary Operations : +, -, *, /, mod, and, or, xor, >, <, <>, ........
Kontakt
imh-engineering
Gerd Merklein M.Sc.
Am Tegeler Hafen 28F
13507 Berlin
Tel.: 0159 03132281
email: info@imh-engineering.de