
GBMxxx Gewindebohrmaschine
Gewindebohrmaschine GBMxxx
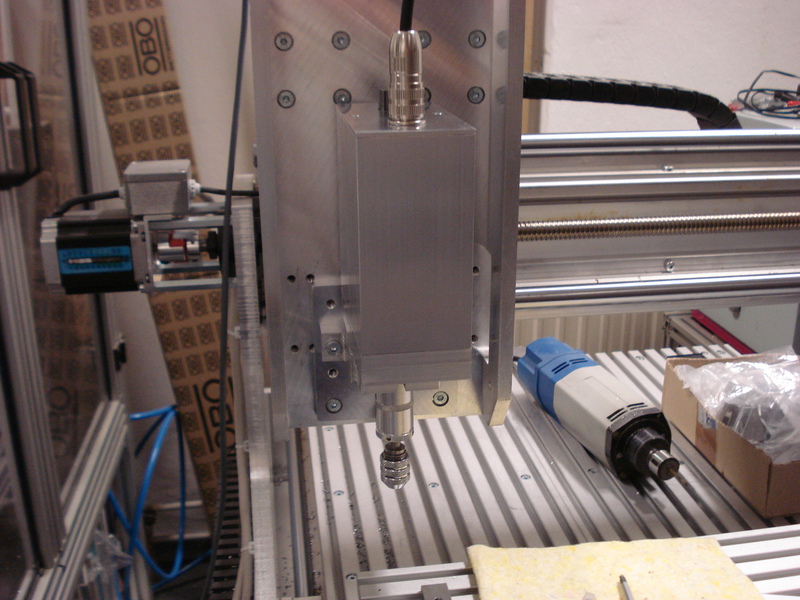
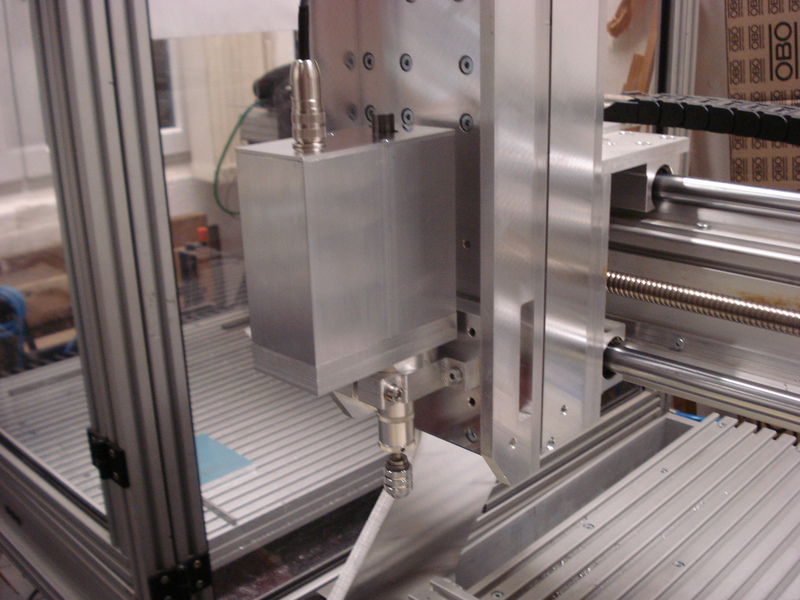
Das Gewindebohrmaschine GBMxxx ist eine Bohrvorrichtung für den Einsatz in CNC-Maschinen und Produktionsanlagen zur automatischen Herstellung von Gewinden in Werkstoffen wie Aluminium, Stahl und Kunststoff. Das Modul ist nicht für die Herstellung von Kernbohrungen gedacht, diese müssen zuvor mit einer Bohrspindel hergestellt werden.
- Alle Steigungen möglich
- Keine Leitspindel oder Leitpatrone erforderlich
- Drehzahl, Gewindesteigung und Gewindetiefe frei wählbar
- Zustellung über CNC-Achse oder
Positionierschlitten
Einfacher und schneller Modulwechsel im Servicefall

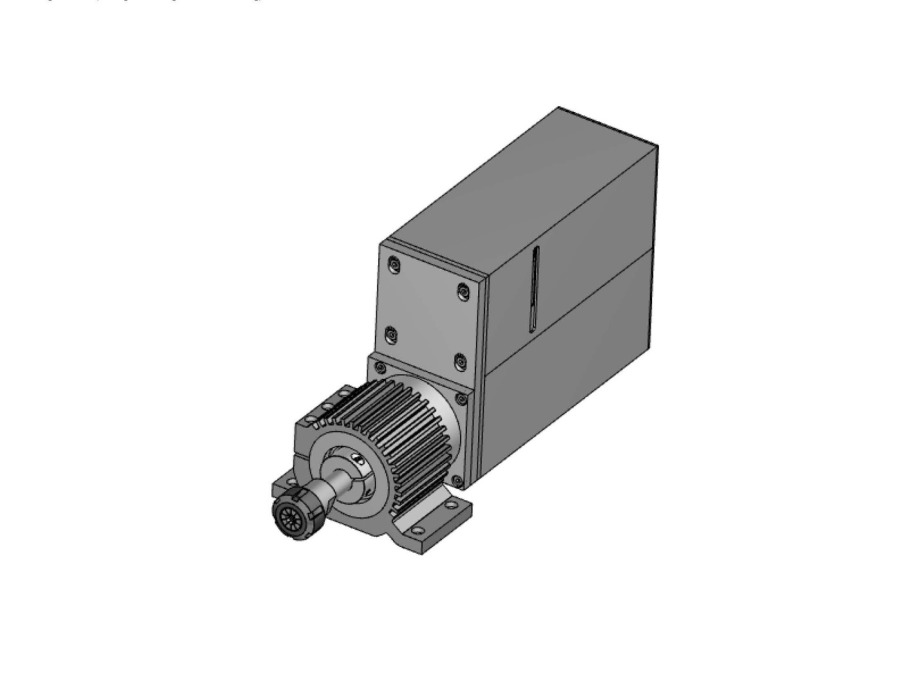
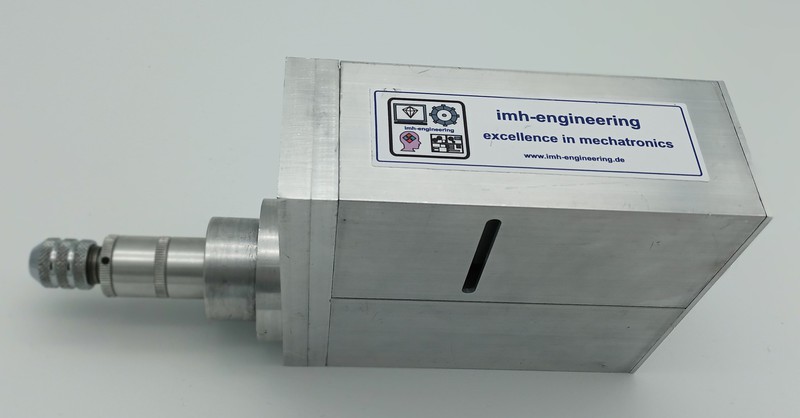
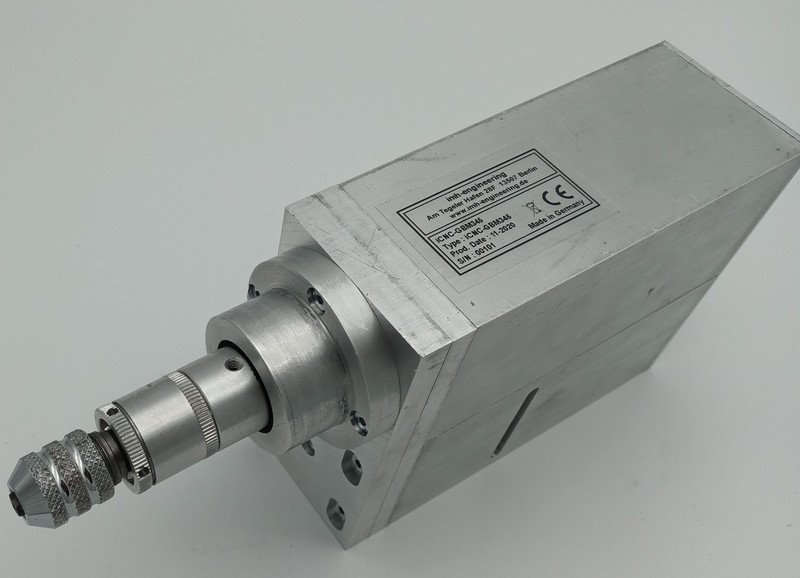
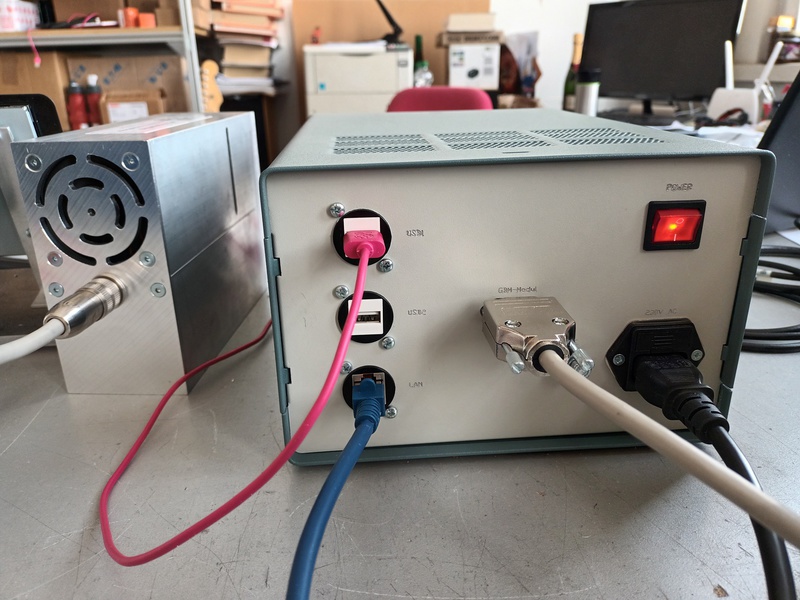
Die Gesamtkonstruktion, bestehend aus Antrieb, Spindeleinheit, Sensoren, ist in einem kompakten Gehäuse mit angesetztem Eurospannhals untergebracht. Der elektrische Anschluss an die Steuerung erfolgt über eine Steckbuchse auf der Oberseite des Moduls.
Gewindebohrmodul
Technische Daten
Typ : iCNC-GBM234
- Drehzahl : 60-450 RPM
- Drehmoment : 0,5 bis 2 Nm
- Arbeitshub : +/- 20mm
- Alle Gewindesteigungen
- manuelle Werkzeugspannung
- Spannzange : ER11 ( 1-7mm) für Gewindebohrer M2 bis M4
- Befestigung: Eurospannhals 43mm oder zyl. 65mm Spannhals
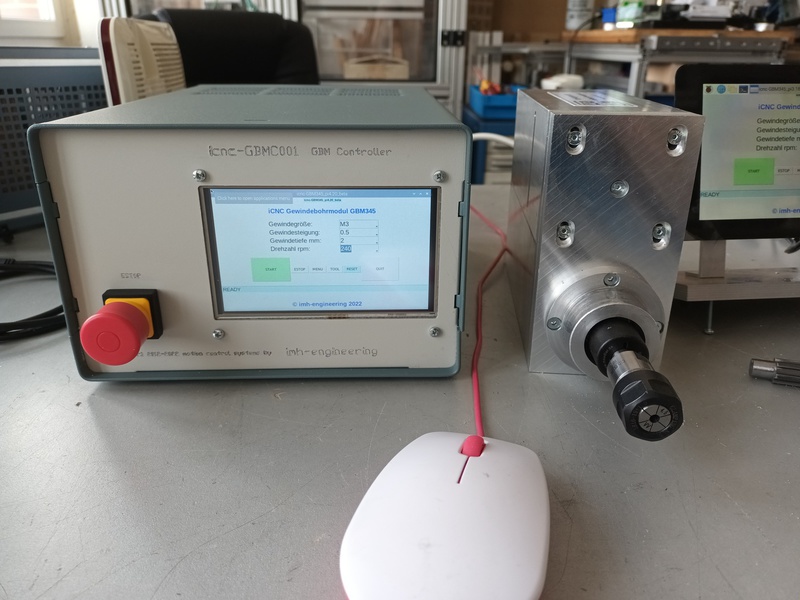
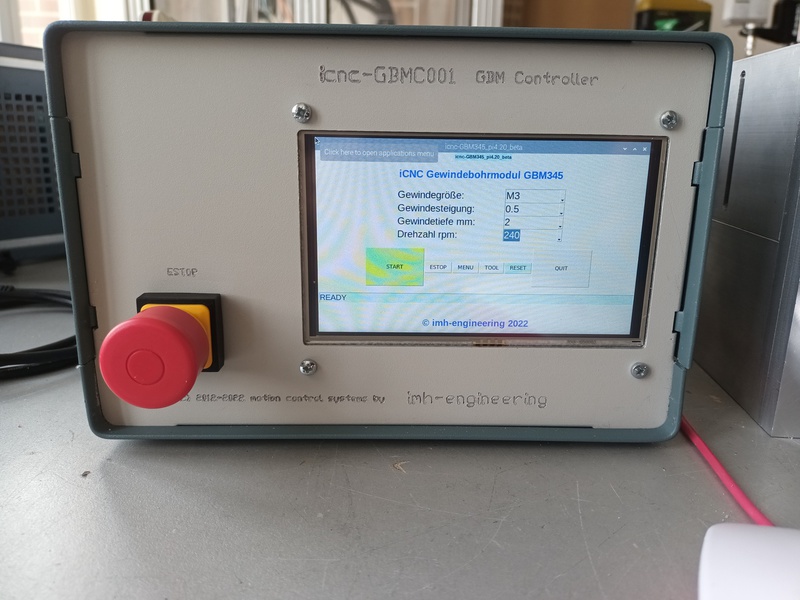
- Betrieb : mit CSP40x Controller als A-Achse oder GBMC401
- konzipiert für den Einsatz in Mehrspindelsystemen
- Maße Gehäuse : 60 x 120 x155 mm ( B x L x H ) ohne Welle
- Länge Spindewelle mit Spannfutter : 80mm
- Gewicht : 1,5 kg
Typ : iCNC-GBM568
- Drehzahl : 60-450 RPM
- Drehmoment : 1 bis 6 Nm
- Arbeitshub : +/- 20mm
- Alle Gewindesteigungen
- manuelle Werkzeugspannung
- Spannzange : ER16 ( 1- 10 mm) für Gewindebohrer M2 bis M8
- Befestigung: Eurospannhals 43mm oder zyl. 65mm Spannhals
- Betrieb : mit CSP40x Controller als A-Achse oder GBMC401
- konzipiert für den Einsatz in Mehrspindelsystemen
- Maße Gehäuse : 70 x 140 x190 mm ( B x L x H ) ohne Welle
- Länge Spindewelle mit Spannfutter : 80mm
- Gewicht : 3,5 kg
Typ : iCNC-GBM1020
- Drehzahl : 60-450 RPM
- Drehmoment : max. 20Nm
- Arbeitshub : +/- 30mm
- Alle Gewindesteigungen
- manuelle Werkzeugspannung
- Spannzange : ER20 ( 1- 22 mm) für Gewindebohrer M10 bis M20
- Befestigung: Eurospannhals 43mm oder zyl. 65mm Spannhals
- Betrieb : mit CSP40x Controller als A-Achse oder GBMC401
- konzipiert für den Einsatz in Mehrspindelsystemen
- Maße Gehäuse : 70 x 140 x190 mm ( B x L x H ) ohne Welle
- Länge Spindewelle mit Spannfutter : 80mm
- Gewicht : 16kg
TECHNISCHE ÄNDERUNGEN vorbehalten!
Funktionsweise
Die Bohrspindel mit ER-Spannfutter wird durch eine Druckfederkonstruktion in Nulllage gehalten. Durch Zustellung des GBMxxx zum Werkstück ( durch Absenken der Z-Achse der CNC-Maschine oder Zustellen eines Positionierschlittens ) wird der Gewindebohrer in das Kernloch geführt. Dadurch wird eine definierte Andruckkraft mittels der Spindeldruckfeder erzeugt, die den Gewindebohrer (GB) in das Kernloch drückt und für die erforderliche Anschnittkraft sorgt. Durch die Drehbewegung der freigleitenden Gewindebohrspindel wird der GB dann selbständig in das Kernloch gezogen bis die gewünschte Gewindetiefe erreicht ist.
Der Antrieb der Gewindebohrspindel erfolgt durch einen Schrittmotor, der in Verbindung mit der Schrittmotorsteuerung eine exakte Spindeldrehzahl und eine genaue Anzahl von Umdrehungen und somit eine genaue Einstellung der Gewindetiefe zulässt. Die Bohrparameter werden durch den Steuerrechner vorgegeben und an die Schrittmotorsteuerung übergeben. Der integrierte Lüfter sorgt für ausreichende Kühlung des Antriebsmotors bei Dauerbetrieb.
Die Taktzeit für einen Bohrzyklus ergibt sich aus Zustellzeit Ruheposition zum Gewindeanfang - Vorwärts_Gewindebohrzeit - Rückwärts_Gewindebohrzeit - Rückstellzeit zur Ruheposition.
Dieses Funktionsprinzip ermöglicht das Bohren von Gewinden jeder Art, - auch Feingewinde und UNC-/UNF-Gewinde - da keine Leitspindel oder Leitpatrone erforderlich ist.




Kontakt
imh-engineering
Gerd Merklein M.Sc.
Am Tegeler Hafen 28F
13507 Berlin
Tel.: 0159 03132281
email: info@imh-engineering.de